

山東(dōng)數控立式(shì)鑽床生産(chǎn)
在切削加(jiā)工中應于(yu)多直線控(kòng)制數控機(ji)床。直線控(kong)制數控機(jī)床可控制(zhì)刀具或工(gong)作台适當(dāng)的進給速(su)🔅度,沿✔️平行(hang)于坐标軸(zhóu)的方🔴向進(jin)行直線移(yí)動和切削(xue)加工,進給(gei)速度根據(ju)切削條件(jiàn)🚩可在一定(ding)範圍内調(diao)整。直線控(kong)📐制的簡易(yi)數控車床(chuáng),隻有兩個(ge)㊙️坐标軸,可(kě)用于加工(gong)台階軸。直(zhí)線控制的(de)數控車床(chuáng)有三個坐(zuò)标軸,可用(yòng)于平面的(de)銑削加工(gōng)。現代組合(he)機床采用(yong)數控進給(gei)伺服系統(tong),驅動動力(lì)頭帶着多(duō)個軸箱沿(yan)軸向進給(gěi),進行切削(xuē)加工,它也(yě)可以算作(zuo)🥰一種直線(xian)控制的數(shu)⭐控機床。
山東數(shù)控立式鑽(zuàn)床生産
山東數(shù)控立式鑽(zuan)床生産
山(shān)東數控立(li)式鑽床生(sheng)産
數控銑(xǐ)床進行銑(xǐ)削加工路(lu)途的選擇(ze)時,先要斷(duan)定工件是(shì)選🛀🏻用順銑(xi)仍是逆銑(xi)的方法,選(xuǎn)擇的标準(zhun)是機床🌂的(de)進☁️給組織(zhī)是否有空(kōng)地及工件(jiàn)表面有無(wú)硬皮。工件(jian)表面無硬(ying)皮,機床進(jìn)給機械無(wu)空地時選(xuan)用順銑的(de)方法,若工(gong)件🏒表面有(yǒu)硬皮,銑床(chuang)進給組織(zhī)有空地時(shí),選用逆銑(xǐ)的方法。幾(jǐ)種不同的(de)歸納銑削(xuē)的進給方(fāng)法的選擇(zé):(1)銑削外歸(gui)納的進給(gěi)路途:選用(yong)立銑刀側(ce)刃銑削方(fāng)法,選擇切(qie)入路途應(yīng)當沿切削(xuē)歸納的延(yan)伸線切入(rù),退🐕刀時,要(yào)沿歸納的(de)❄️延伸線退(tui)刀。用圓弧(hú)插補法銑(xi)削外圓時(shí),同樣沿切(qiē)線方向🆚進(jin)入,退刀時(shi)沿切線方(fang)向多運動(dong)一段距離(li)。(2)銑削内歸(gui)納的進給(gei)路途:假如(ru)歸納不允(yun)許外延,進(jìn)退刀時依(yī)照🎯法線方(fang)向切入和(he)退出,當銑(xǐ)床選用圓(yuán)弧插補法(fǎ)銑削時,應(ying)當選擇從(cong)圓弧過渡(du)到圓弧的(de)👨❤️👨加工方法(fǎ),保證加工(gong)的精度。
山東數(shù)控立式鑽(zuàn)床生産
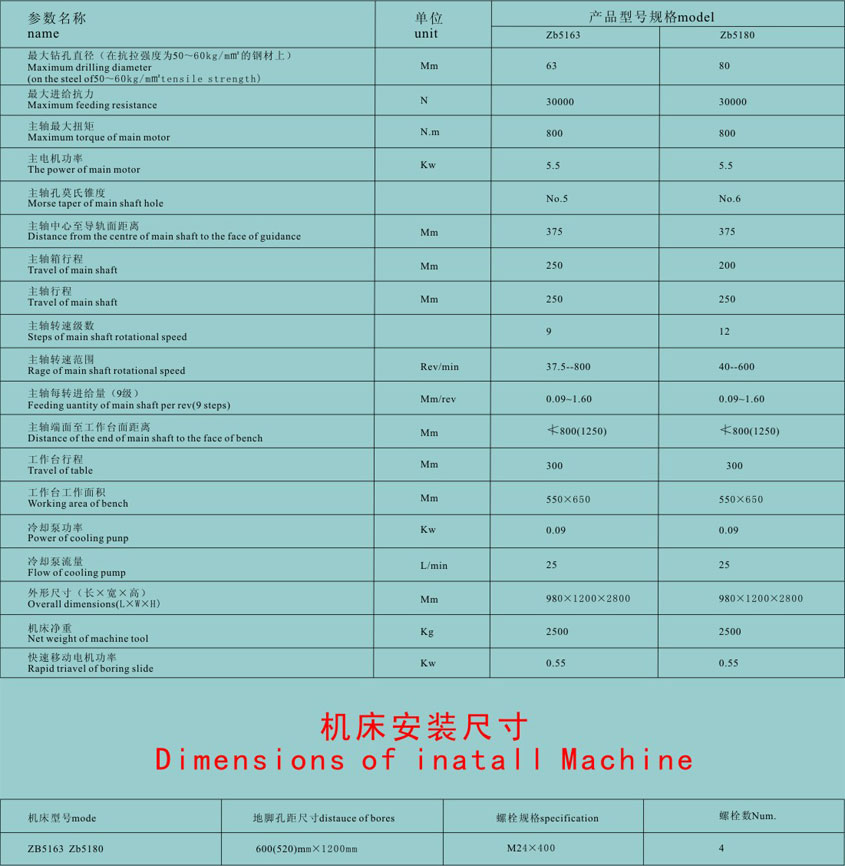
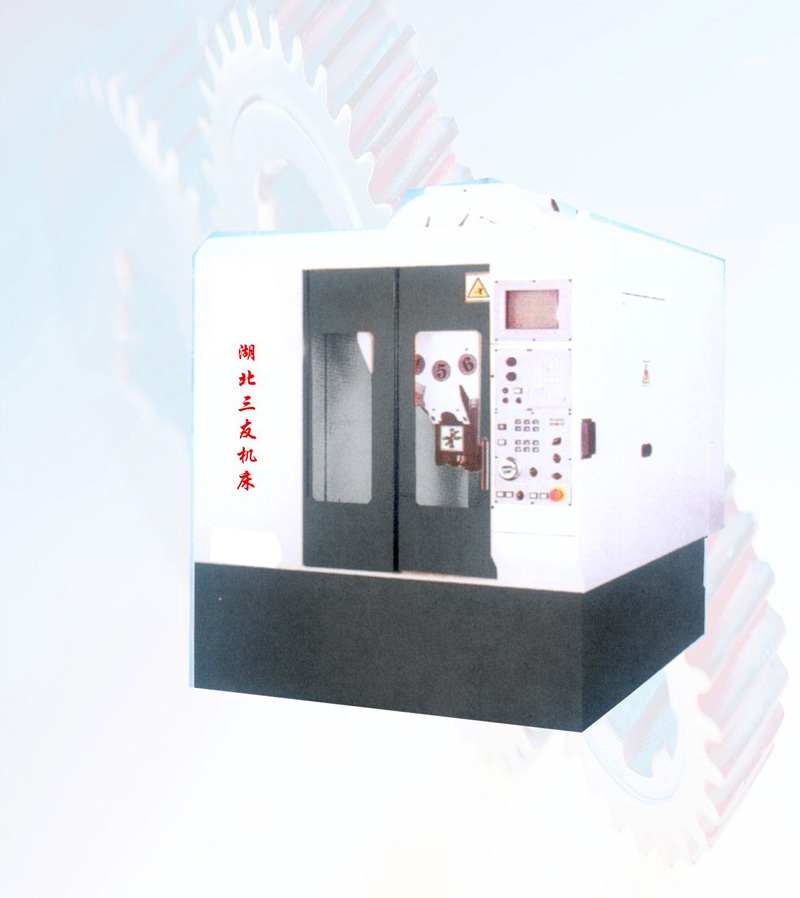
立(lì)式鑽床也(yě)叫立鑽,是(shi)主軸豎直(zhí)布置并且(qie)中心位👉置(zhì)💛固定的一(yī)種鑽床。立(li)式鑽床一(yī)般用于機(ji)械制造或(huò)者修配工(gong)廠的加工(gong)、小型工件(jian)的孔。在加(jia)工開始🐅之(zhi)前,需要先(xian)确定好工(gong)件在工作(zuò)台上的位(wei)置,确保被(bei)加工孔👄的(de)中心線🙇♀️能(néng)夠對準軸(zhóu)線。加工過(guo)程中,保持(chí)工件固定(ding)不動,主軸(zhóu)在套筒中(zhōng)旋轉的同(tong)時與套筒(tǒng)一起作軸(zhou)向進給。為(wei)了适應不(bú)同高度的(de)工件,沿着(zhe)立柱導軌(gui),工作💞台和(he)主軸箱的(de)位置可以(yi)進行調整(zhěng)。立式鑽床(chuang)也是常見(jiàn)的金屬切(qiē)削機床,作(zuo)為鑽床的(de)一種,不‼️僅(jin)應用廣泛(fan),而且精度(du)較高,更适(shì)合批量加(jiā)工。

山(shān)東數控立(li)式鑽床生(sheng)産
立式鑽(zuan)床在加工(gōng)前,須先調(diao)整工件在(zài)工作台上(shàng)的位🌍置,使(shi)被加工孔(kǒng)中心線對(dui)準刀具軸(zhou)線。加工時(shi),工🍉件固定(ding)不動,主軸(zhóu)在套筒中(zhong)旋轉并與(yu)套筒一起(qi)作軸向進(jin)給。工作❓台(tái)和主軸箱(xiāng)可沿立柱(zhu)導軌調整(zheng)位置,以适(shì)應⚽不同高(gāo)度的工件(jiàn)。立式鑽床(chuáng)的結構1底(di)座:用來支(zhī)撐鑽床各(gè)部件。2工作(zuò)台:放置并(bing)固定加工(gong)工㊙️件。3主軸(zhóu)箱:内有🚶♀️主(zhǔ)運動及進(jìn)給運動的(de)傳動機構(gòu),用來變換(huan)鑽頭的進(jìn)給。4立柱:支(zhi)撐主軸箱(xiāng)和工作台(tái),并在立柱(zhù)上升降。5手(shǒu)柄🐇:手動調(diao)節進給量(liàng)和進給方(fang)向。6主軸:用(yòng)來安裝鑽(zuàn)頭、絲錐、鉸(jiao)刀等,帶動(dong)刀具做旋(xuán)轉運動。7電(diàn)動機:控制(zhi)㊙️主軸的旋(xuán)轉運動。
上(shang)一篇:湖北(běi)立式鑽床(chuáng)制造
下一(yī)篇:哈爾濱(bin)立式鑽床(chuang)廠家供應(ying)